喷砂
统一表面哑光质感、弱化刀纹;适合外壳件与外观面一致性要求较高的零件。
下单前请确认: ① 是否需要阳极氧化/喷粉/喷漆等外观处理(影响尺寸配合与颜色一致性); ② 是否存在关键孔/轴承位/定位面(建议标注公差、粗糙度与基准); ③ 是否有薄壁/深腔/长悬臂结构(需要评估装夹与变形控制); ④ 是否需要丝印/镭雕标识(需提供图稿与位置尺寸要求)。
本页参数为常用加工口径与材料典型范围,实际取决于零件结构、装夹方式、刀具路径与表面处理方案; 若你有标准(如关键配合、公差带、表面粗糙度、阳极膜厚)请在图纸或备注中明确,我们会按要求评估与报价。
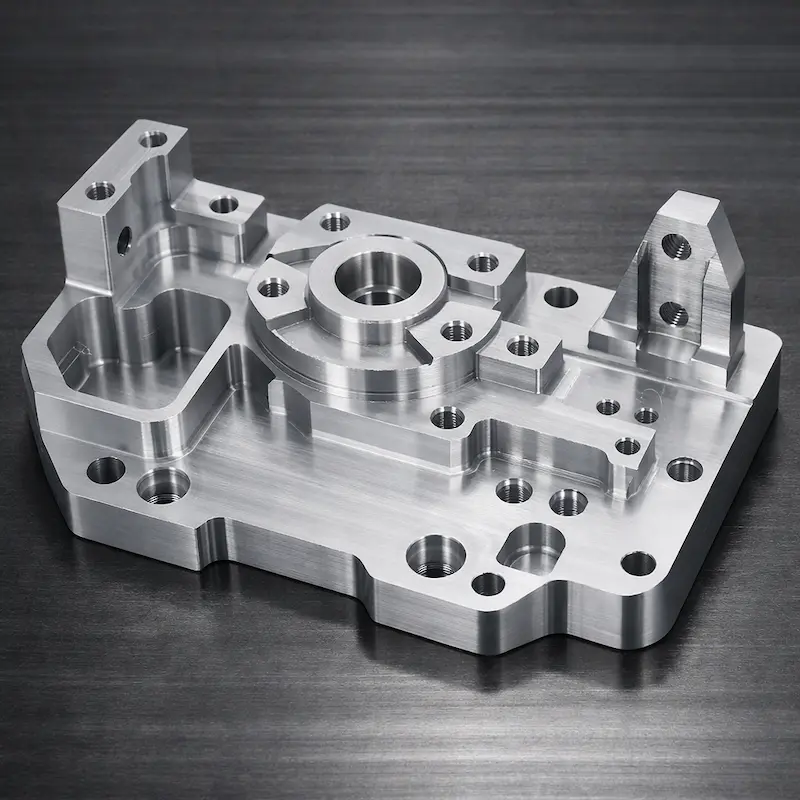
| 工艺 | CNC加工(铝合金LY12) |
|---|---|
| 材料体系 | 铝合金(航空常用系列;轻量化与较高强度平衡) |
| 加工精度 | ±0.2 mm(常用口径;关键尺寸/配合面建议单独标注公差与基准) |
| 最小壁厚 | ≥1.0 mm(薄壁/长悬臂需评估装夹与变形;关键受力区建议加厚/加筋) |
| 耐温 | 约 200℃(参考口径;实际使用需结合工况与结构) |
| 拉伸强度 | 320–460 MPa(典型范围;热处理状态与批次会影响) |
| 密度 | 2.65 g/cm³ |
| 表面粗糙度 | 与刀具、进给与策略相关;外观面可通过喷砂/拉丝/抛光及涂装进一步提升一致性 |
| 孔与螺纹 | 小孔/深孔建议按刀具可达性评估;螺纹孔请注明规格、有效牙深与是否需攻牙/螺纹精度要求 |
| 圆角与内角 | 内角受刀具半径限制,建议预留圆角;锐角与窄槽会显著增加成本与加工风险 |
| 推荐零件类型 | 外壳件、支架、夹具、轻量化结构件、中小批量零部件 |
| 典型交期 | 与结构复杂度、装夹次数、数量与表面处理相关;上传文件后给出明确交期与加急选项 |
| 后处理 | 喷砂、阳极氧化、喷粉、喷漆、丝印、镭雕、抛光、拉丝 |
统一表面哑光质感、弱化刀纹;适合外壳件与外观面一致性要求较高的零件。
提升耐腐蚀与外观一致性,可做多种颜色;外观与装配件建议明确膜厚与颜色标准。
覆盖性强、外观一致;适合外观防护与批量件(需评估边角覆盖与尺寸影响)。
颜色/光泽可控(消光/哑光/高光),适合外观件;建议提供参考图或色号与质感目标。
适合 Logo、刻度与标识;建议提供矢量文件与位置尺寸说明,批量件更经济。
适合序列号、二维码与耐久标识;建议提供内容、位置与对比度要求。
用于提升局部光洁度与观感;建议明确抛光区域与可接受的纹路标准。
形成有方向的金属纹理质感;外观面建议定义拉丝方向与拼接边界。
适合结构件与支撑件等需要强度同时又希望减重的场景,兼顾性能与成本。
适合快速打样与中小批量生产;多面装夹与复杂特征建议先做 DFM 评审提升一次成功率。
喷砂、阳极、喷粉、喷漆、拉丝、抛光等组合空间大,外观件更容易实现一致性与质感目标。
覆盖面广,适合外壳件、支架、夹具与轻量化结构件的快速验证与交付。
铝合金LY12(CNC加工)常用于外壳件、支架、夹具与轻量化结构件,优势集中在:
可按需求优先级快速判断:
如果你提供用途、受力与表面处理目标,我们可给出更贴近交付的材料建议口径。
建议以图纸/备注中的关键要求为准,同时可参考本页常用口径:
若有轴承位、定位销孔、配合孔等关键特征,建议提供 2D 标注与检测口径,我们会单独评估。
我们支持主流 3D / 2D 工程文件:
更快更准的做法:STEP + 2D 标注(尤其适合配合面、公差与表面处理要求较明确的零件)。
铝合金LY12(CNC加工)的报价通常由以下因素综合决定:
想更贴近目标报价,建议备注:用途 + 数量 + 交期 + 表面处理目标 + 关键尺寸口径。
铝合金LY12(CNC加工)常见可选后处理包括:
外观件建议你在备注写清:目标质感(哑光/亮光/拉丝方向)+ 颜色/色号 + 外观面定义 + 可接受的刀纹/细小划痕标准。
薄壁、深腔与长悬臂结构更容易出现变形、震刀纹与装夹干涉:
建议:保持壁厚更均匀、增加加强筋、预留装夹位、避免极端深窄腔体,并在报价前先做 DFM 评审。
孔位、螺纹与配合面决定装配成功率,建议你在图纸/备注中明确:
如果你提供装配对接件信息,我们也可按配合关系给出更稳的制造与检测口径。
想要外观一致,关键在于“外观面定义 + 统一工艺路线 + 明确验收口径”:
若你提供参考图或样件标准,我们可在 DFM 与报价阶段同步确认。
交期通常与结构复杂度、装夹次数、数量与表面处理相关:
加急可评估,但可能会影响可选表面处理组合与外观一致性控制空间;建议在备注中写清:交期目标 + 外观优先级 + 可接受的替代方案。