喷砂(表面均匀化)
通过喷砂去除轻微刀纹与毛刺感,让表面更均匀、触感更一致; 也可作为喷漆前的底面处理,有利于涂层附着与外观一致性。
下单前请确认: ① 是否已指定铸铁牌号/标准(灰铸铁 vs 球墨铸铁,或客户指定);② 关键基准面与定位孔位公差(建议提供 2D 标注 PDF/DWG); ③ 是否有装配面/滑动面/密封面等功能面(建议标注粗糙度或加工要求);④ 防锈与包装要求(铸铁易锈,建议明确)。
铸铁的组织与硬度随牌号与热处理差异较大;若你对强度/硬度/耐磨有明确指标,请在备注中写清或提供标准与验收方式, 我们将基于零件结构与功能面给出加工与检验建议。
| 工艺 | CNC 机加工(铸铁) |
|---|---|
| 材料 | 铸铁(可按需求选灰铸铁/球墨铸铁或指定牌号) |
| 加工精度 | 常规 ±0.20 mm;关键孔/配合面建议标注公差或备注“精度优先/需检具” |
| 最小壁厚 | 建议 ≥1.5 mm;长薄壁/大平面结构建议加筋或优化形状以降低变形风险 |
| 最小孔径 | 建议 ≥2.0 mm;精配孔建议预留余量并二次铰孔/镗孔 |
| 拉伸强度(典型范围) | 约 200–700 MPa(随灰铸铁/球墨铸铁及牌号而变化,以指定标准为准) |
| 耐温(典型范围) | 约 300–600℃(随牌号与工况而变化;高温工况建议明确环境与载荷) |
| 密度(典型范围) | 约 7.1–7.4 g/cm³ |
| 表面质量 | 可按功能面要求选择铣/车/磨;装配面建议明确 Ra 或外观标准 |
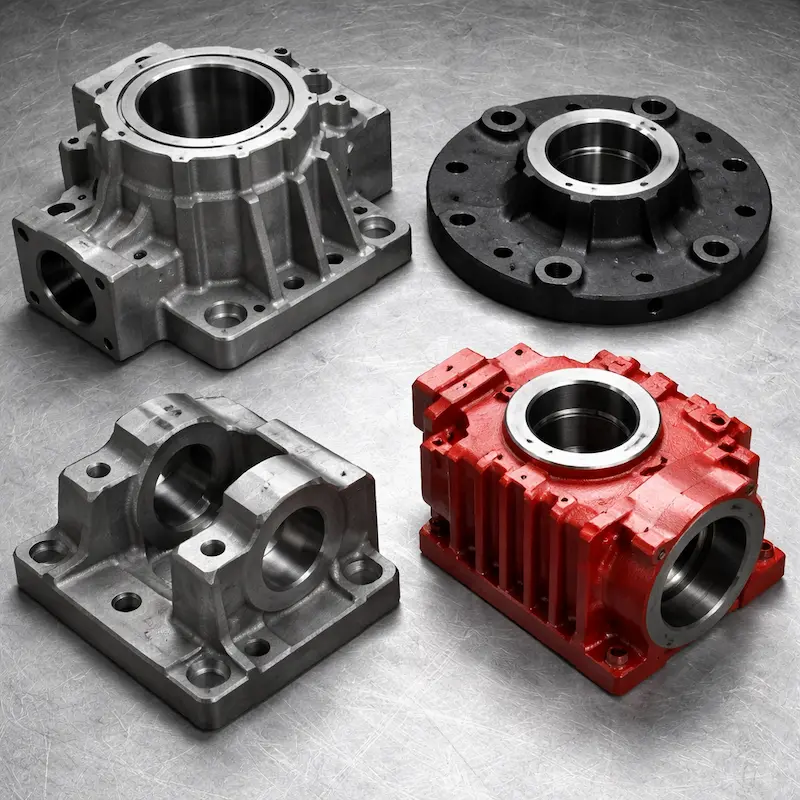
| 适合做 | 机座/底座、支架、滑座、夹具治具、减振结构件、耐磨基体(配合表面处理/衬套等) |
| 不建议直接用 | 强冲击与高韧性优先场景(建议改球墨铸铁或合金钢体系) |
| 后处理 | 喷砂、发黑、防锈、喷漆 |
| 典型交期 | 与结构复杂度、数量、工序(镗/磨/检验)相关;上传文件后给出明确交期与加急选项 |
通过喷砂去除轻微刀纹与毛刺感,让表面更均匀、触感更一致; 也可作为喷漆前的底面处理,有利于涂层附着与外观一致性。
发黑可获得深色外观并提供一定表面保护能力,适合对外观与轻度耐蚀有要求的结构件。 若处于潮湿/户外环境或有长期防锈需求,建议同时明确防锈等级与包装方式。
铸铁易受潮生锈,建议在下单备注中写清存放周期、运输方式(含海运/雨季)与功能面保护要求; 我们可按你的需求选择更合适的防锈处理与包装方案。
喷漆可显著提升外观一致性与耐蚀能力,适合对颜色/质感有要求的机座、支架与外露结构件。 建议备注目标效果(消光/哑光/高光、色号/参考图)以及外观面定义与可接受标准。
适合做机座/支撑/基座类结构,装配基准与形位控制更可控。
对振动与噪声敏感的设备结构件更友好,常用于机床/设备基体类零件。
关键功能面可安排镗/磨/精加工,满足孔位、平面度与装配要求。
无需开模即可快速获得铸铁结构件,适合验证、改型与备件/维修件。
铸铁(CNC加工)常用于机座/底座、支架、滑座、夹具治具基体等结构件,核心优势在于:
两者主要区别在韧性与承载方式:
下单建议:在备注写清“灰铸铁/球墨铸铁/指定牌号与标准”,并说明工况与验收指标。
常规加工可按一般机加工精度执行;涉及装配与定位时建议你明确标注:
建议提供 3D + 2D(更快更准):
有关键装配面/孔系时,2D 标注非常关键。
铸铁机加工报价通常不仅看体积,还与以下因素强相关:
铸铁在潮湿环境下更易生锈。建议你在备注中写清:
可以,但需要明确“功能面指标”,例如:
薄壁与大平面更容易在加工与应力释放中出现轻微变形。降低风险建议:
可以。为了减少来回确认,建议你在备注中写清:
建议你在上传文件时同时提供/说明:
上传文件后,我们会尽快反馈报价与可制造性建议(DFM),并按你的关键面与验收要求给出加工与检验方案。